钢结构加工厂的工作流程
一、引言
钢结构以其强度高、重量轻、施工周期短、适应性强等优点,广泛应用于工业厂房、商业建筑、桥梁、体育场馆及高层建筑等领域。钢结构加工厂是实现设计方案向实际构件转变的关键环节,其加工工艺的规范化、流程的合理化直接决定了产品的质量和项目的施工进度。
浙江钢结构加工厂家将系统介绍钢结构加工厂的工作流程,涵盖原材料准备、切割、焊接、组装、喷涂、质检及成品包装出厂等关键步骤,帮助理解钢结构制造的全流程管理与技术要求。
二、钢结构加工厂的基本流程概述
钢结构加工厂的工作流程通常包括以下主要环节:
原材料采购与检验
物料准备与下料
零件加工(切割、钻孔、矫正)
焊接组装
表面处理(除锈、喷涂、防腐)
质量检测与验收
成品包装与运输
各个环节紧密衔接,形成一个生产线系统,确保产品符合设计规范及施工要求。
三、详细工作流程
1. 原材料采购与检验
钢结构加工的首要环节是选购合格的钢材,通常包括钢板、钢管、型钢(H型钢、工字钢、角钢等)及连接件。采购时须核对材料的规格、材质证书(如钢厂出具的材质证明)、尺寸与数量。
入厂后,质量检验部门对材料进行取样检测,确认材料的力学性能、化学成分符合设计及国家标准(如GB/T 700、ASTM A36等),同时检查外观有无锈蚀、裂纹和变形。合格的材料方可入库,供后续加工使用。
2. 物料准备与下料
根据设计图纸和BOM清单,生产计划部门生成下料单,明确各零部件的尺寸、形状和数量。
物料准备主要包含尺寸校验和标识,确保每批材料对应正确的加工任务。下料作业多采用数控火焰切割机、等离子切割机或激光切割机,切割过程精度高,能够完成复杂轮廓和孔洞的加工。
下料过程中要注意切割边缘的质量,避免毛刺和裂纹,以免影响后续焊接质量。
3. 零件加工(切割、钻孔、矫正)
切割后的零件进入加工车间,进行钻孔、攻丝、矫正等工序。钻孔设备多为数控钻床或多轴钻孔中心,确保孔位精度满足设计要求,便于现场安装及连接。
矫正工序是针对变形或弯曲的钢板及型钢,利用液压矫直机对其进行校正,保证零件的平整度和尺寸公差。
此外,还会进行坡口加工,为焊接准备合适的焊缝轮廓,常见的坡口形式有V型、U型等。
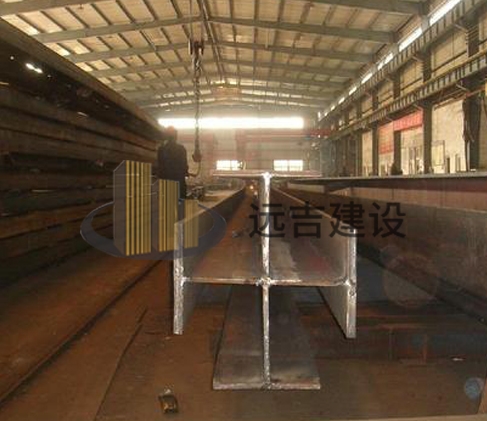
4. 焊接组装
焊接是钢结构加工中的核心工艺,主要通过电弧焊、氩弧焊、埋弧焊等方式将零件连接成组件或大件。
组装工作先将切割、钻孔好的零件按图纸顺序和工艺要求摆放,使用工装夹具进行定位,确保焊接时各零件位置准确无误。
焊接过程中需要严格控制焊接参数(电流、电压、焊接速度)、焊接顺序及预热温度,防止焊接变形和焊缝缺陷。复杂构件常采用分段焊接,焊后对接头进行焊缝检测(如射线检测、超声波检测),确保焊缝质量。
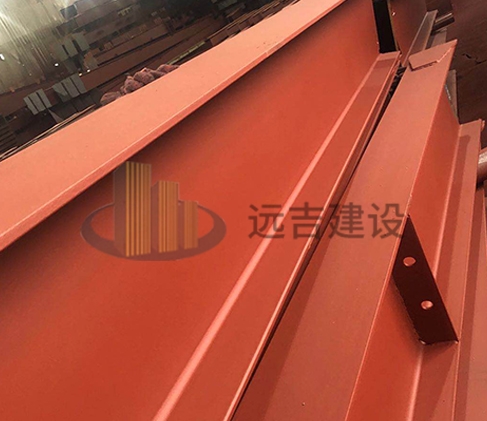
5. 表面处理(除锈、喷涂、防腐)
焊接完成的钢结构件需要进行表面处理,提升耐腐蚀性能和美观度。
常用的表面处理工艺包括:
除锈:采用喷砂或喷丸方式清除表面锈蚀、氧化皮及焊接飞溅物,形成粗糙基面,有利于涂层附着。
喷涂:根据使用环境选择合适的涂料体系,如环氧涂料、聚氨酯涂料、锌铝合金涂料等,涂覆多层涂膜以达到防腐防护目的。
防腐处理:对于特殊环境(海洋、化工厂等)还会进行热镀锌或其他复合防腐处理。
6. 质量检测与验收
钢结构件在完成各道工序后,质检部门会对成品进行多方面检测,包括:
外观尺寸测量,确保各项尺寸符合设计图纸;
焊缝无损检测,确认焊缝内部无气孔、裂纹等缺陷;
表面涂层厚度和附着力检测,保证防腐性能;
构件整体变形检测,确保安装时匹配度。
质量检测是保证产品安全性和可靠性的最后防线,合格产品进入包装及运输环节,不合格产品需返工或报废处理。
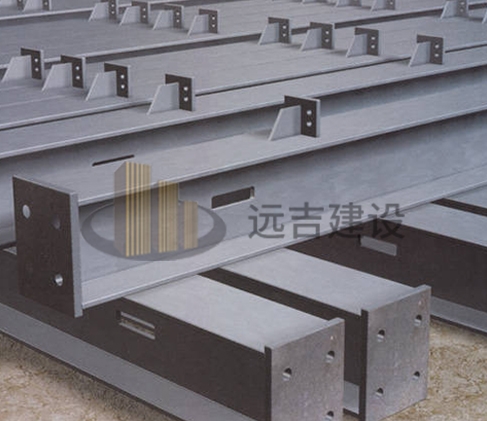
7. 成品包装与运输
为保证钢结构件安全送达施工现场,加工厂会根据构件特点制定合理的包装方案:
采用防护涂料覆盖易损部位;
使用木箱、钢架、吊装辅助件固定构件;
规范绑扎防止运输中滑动碰撞。
物流部门协调车辆运输,确保构件准时、安全到达现场,便于快速安装。
四、辅助管理与信息化支持
现代钢结构加工厂普遍采用信息化管理系统,如ERP(企业资源计划)、MES(制造执行系统)、CAD/CAM自动化设计与加工联动,大幅提升生产效率和数据准确性。
从订单接收、设计审核、工艺编制,到物料计划、生产调度、质检记录,信息系统实现了全流程的数字化管控,减少人为错误,提高生产透明度。
五、结语
钢结构加工厂的工作流程涵盖了从原材料采购、零件加工、焊接组装、表面处理到质检包装的全过程。每个环节都严格按照标准化工艺执行,确保钢结构产品质量优良、交付及时。随着制造技术的不断进步和自动化水平的提升,钢结构加工厂正朝着智能化、绿色化、精细化方向发展。
理解并优化钢结构加工流程,是提升企业竞争力和满足现代建筑需求的关键。希望本文能够为相关工程技术人员和管理者提供有价值的参考。