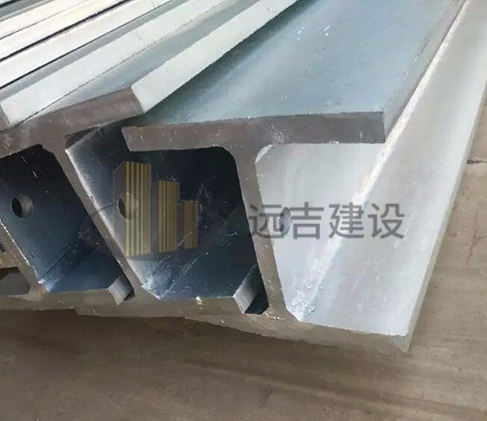
各种各样的h型钢焊接广泛应用于今天的钢铁制品,主要是因为焊接方式通常比铆接更便宜,还因为焊接使强度增加而重量则有所减少。在船舶上也是这样,吃水线下铆钉头的缺席可以减少一小部分阻力。最精细的焊接方法是电弧焊。在这个过程中,焊接工人右手持一个绝缘钳,并用它夹住一根金属条,即焊条;他的左手通常会拿一个面罩或遮板,装有深黑的玻璃,透过玻璃他能安全地观察在焊条末端和他制造出来的焊缝之间时而“罢工”时而持续的电弧。通常在30~50伏特的电压下,电弧大约有[插图]英寸(约7毫米)长,它会使焊条末端的金属迁移到焊接工人沿接合处弄出的一小滩钢水里。其结果是(或者应该是),焊接金属的一条连续跑道或“径迹”——大约有英寸(7毫米)宽——凝固并桥接。如果需要更粗的焊缝,那么必须视情况重复进行几遍。

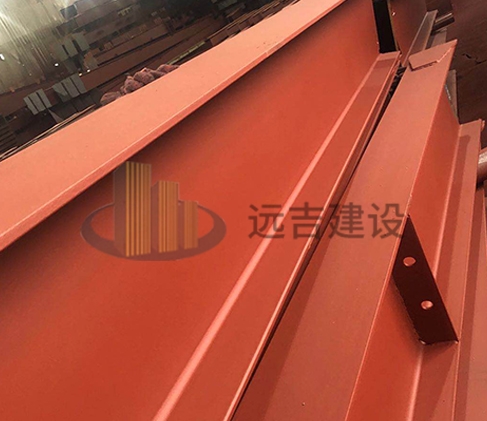
如果你能恰当地制作出焊缝来,它通常会非常强劲且符合要求,但对焊接工人而言,任何技艺或注意力的疏失都可能会导致缺陷,比如夹渣,这会削弱接合且不容易被检验员发现。对一个笨手笨脚的焊接工人来说,周边金属过热也容易导致严重变形,尤其是在要焊接的工件既重又厚的情况下。实践中,焊接构造在这方面可能会比铆接工件带来更多的麻烦。铆搭接合容易被填塞,因为气动凿或填缝工具可以扩展板材的边缘。而焊接则没办法做到这一点,处理这种情况的办法就是向搭叠接合两条焊缝间的空隙注入某种承压的液态密封剂。尽管如此,我记得自己见过焊接战舰上隔舱水压测试遭遇的许多麻烦。