
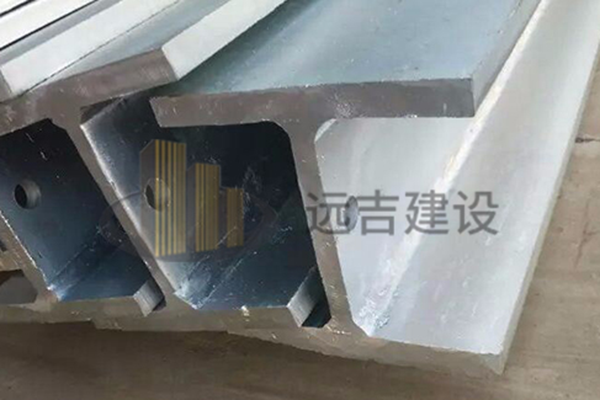
云浮高频焊h型钢1切割、下料在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度超标,拼板边缘切割不垂直度,拼接错边等超标。2组装在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏系统;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。3焊接在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未清除干净。4钻孔在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。生产生产厂家如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
云浮高频焊h型钢H型钢重钢生产线,这个词字面意思就能感受到分量感。此设备主要是针对大型、超大型材料的加工、组拼等,工程相对浩大,自然运转起来也就各种问题需要注意,不管是对于材料的需求,还是对设备本身运作的要求,都有特殊的技术方案。不过现在不管重型还是轻型,各大厂商都已经相对成熟,都在向着更便捷、安全的方向前进:H型钢重钢生产线操作时的技术要点则是回转驱动,而回转驱动的目的是为了实现无级调速,并且可以实现逆转。生产生产厂家H型钢重钢生产线在回转速度范围之内,须要能够承受着较大载荷时的转速,同样其波动不可以超过5%,这一点至关重要,须要把关起来。H型钢重钢生产线的倾斜驱动指什么呢?这方面的知识点是反映其在较大负荷之下不抖动,保证它的较大负荷及动力驱动功能。
1.云浮高频焊h型钢钢平台时要应用卡环,不可使起重吊钩立即钩挂平台吊钩。2.钢平台上下两边务必设固定不动的栏杆扶手,还能够挂设密目网安全防护网。3.钢平台安裝时,钢丝绳应选用专用型的挂钩挂牢,采用别的方法时锁扣不可低于三个,建筑物钝角口围系钢丝绳处应加衬海绵垫物,钢平台外口应稍高于里侧。4.钢丝绳与平台的水准交角宜为四十五度至60度。5.钢平台上端拉节点的柱梁灵验算抗压强度,以确保建筑物与平台的安全性。6.生产高频焊h型钢钢平台搁置点的混泥土梁护栏板应予以预埋件,并与平台的螺钉连接。7.钢平台的搁置点与上端拉节点务必坐落于建筑物上,并不可设定在钢管脚手架等工程施工设备上,支撑点系统软件不可与钢管脚手架连接。8.钢平台应设定限重牌。

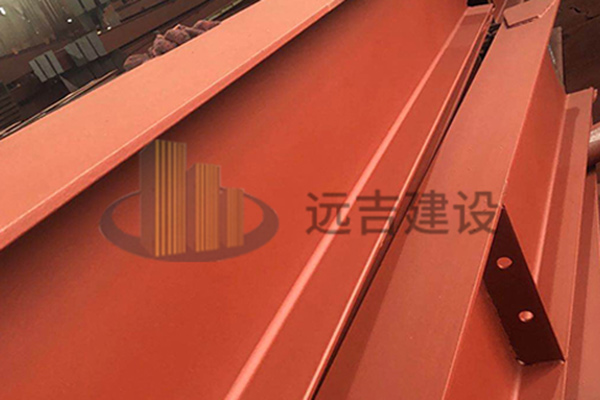
云浮高频焊h型钢1、工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。 2、H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是H型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理系列,型号齐全,便于设计选用(除了吊车梁用工字型钢) 。3、H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的较大轧制H型钢高度为800mm,超过了只能是焊接组合截面。4. 生产生产厂家工字钢的边长小,高度大,只能承受单方向的力。

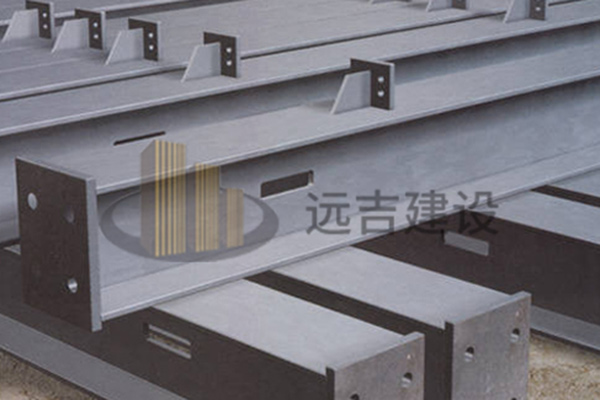
云浮高频焊h型钢我国作为一个产钢大国,很早就开始采用钢材做厂房了,具体还分为轻钢和重钢结构工厂。钢结构厂房的建造主要分为以下部分:1、预埋件,(能稳定厂房结构)2、柱子,一般用H型钢,或者C型钢(通常是用角钢把两根C型钢连接)3、梁,一般都用C型钢和H型钢,(中间积的高度根据梁的跨度来定)4、檩条:一般都用C型钢和Z型钢。5、支撑、拉条,通常是圆钢。6、瓦,分两种。一种是单片瓦(彩钢瓦)。生产生产厂家另一种是复合板。(两层彩涂板中间夹着聚氨酯或岩棉起到冬暖夏凉的作用,也有隔音防火的效果)。
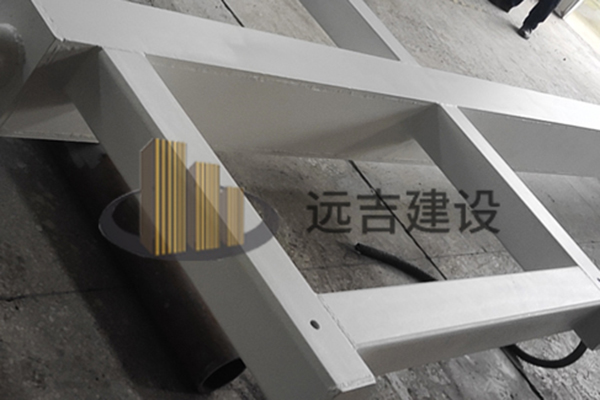
云浮高频焊h型钢钢结构因其自身优点,在桥梁、工业厂房、高层建筑等现代建筑中得到广泛应用。在大量的工程建设过程中,钢结构工程也暴露出不少质量通病。1、构件的生产制作问题门式钢架所用的板件很薄,可用到4毫米。多薄板的下料应选剪切方式而避免用火焰切割。因为用火焰切割会使板边产生很大的波浪变形。目前H型钢的焊接大多数厂家均采用埋弧自动焊或半自动焊。如果控制不好宜发生焊接变形,使构件弯曲或扭曲。2、柱脚安装问题(1)预埋件(锚栓)问题现象:整体或布局偏移;标高有误;丝扣未采取保护措施。直接造成钢柱底板螺栓孔不对位,造成丝扣长度不够。措施:钢结构施工单位协同土建施工单位一起完成预埋件工作,混凝土浇捣之前。复核相关尺寸及固定牢固。(2)锚栓不垂直现象:框架柱柱脚底板水平度差,锚栓不垂直,基础施工后预埋锚栓水平误差偏大。柱子安装后不在一条直线上,东倒西歪,使房屋外观很难看,给钢柱安装带来误差,结构受力受到影响,不符合施工验收规范要求。措施:锚栓安装应坚持先将底板用下部调整螺栓调平,再用无收缩砂浆二次灌浆填实,国外此法施工。所以锚栓施工时,可采用出钢筋或者角钢等固定锚栓。焊成笼状,完善支撑,或采取其他一些有效措施,避免浇灌基础混凝土时锚栓移一位。(3)锚栓连接问题现象:柱脚锚栓未拧紧,垫板未与底板焊接;部分未露2~3个丝扣的锚栓。生产生产厂家措施:应采取焊接锚杆与螺帽;在化学锚栓外部,应加厚防火涂料与隔热处理,以防失火时影响锚固性能;应补测基础沉降观测资料。




