
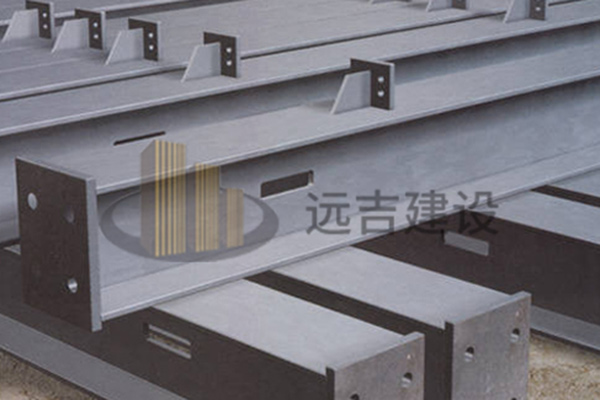
珠海钢结构车间1切割、下料在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度超标,拼板边缘切割不垂直度,拼接错边等超标。2组装在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏系统;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。3焊接在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未清除干净。4钻孔在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。定制厂家如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
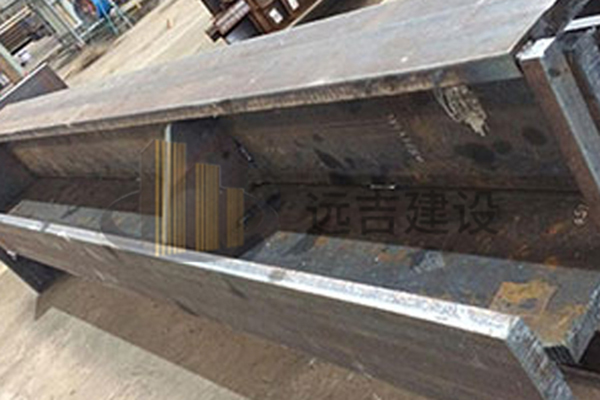
珠海钢结构车间注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。这两点是火焰矫正一般原则。1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。为避免产生弯曲和扭曲变形,两条加热带要同步进行。可采取低温矫正或中温矫正法。这种方法有利于减少焊接内应力,但这种方法在纵向收缩的同时有较大的横向收缩,较难掌握。二、翼缘板上作线状加热,在腹板上作三角形加热。用这种方法矫正柱、梁、撑的弯曲变形,效果显著,横向线状加热宽度一般取20—90mm,板厚小时,加热宽度要窄一些,加热过程应由宽度中间向两边扩展。线状加热由两人同时操作进行,再分别加热三角形三角形的宽度不应超过板厚的2倍,三角形的底与对应的翼板上线状加热宽度相等。加热三角形从顶部开始,然后从中间向两侧扩展,一层层加热直到三角形的底为止。定制厂家加热腹板时温度不能太高,否则造成凹陷变形,很难修复。注:以上三角形加热方法同样适用于构件的旁弯矫正。加热时应采用中温矫正,浇水要少。
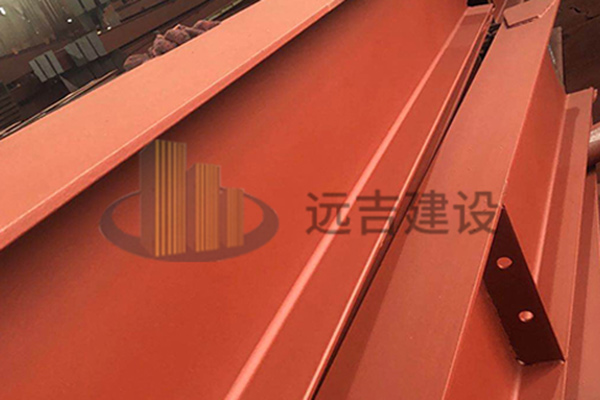
珠海钢结构车间钢结构因其自身优点,在桥梁、工业厂房、高层建筑等现代建筑中得到广泛应用。在大量的工程建设过程中,钢结构工程也暴露出不少质量通病。1、构件的生产制作问题门式钢架所用的板件很薄,可用到4毫米。多薄板的下料应选剪切方式而避免用火焰切割。因为用火焰切割会使板边产生很大的波浪变形。目前H型钢的焊接大多数厂家均采用埋弧自动焊或半自动焊。如果控制不好宜发生焊接变形,使构件弯曲或扭曲。2、柱脚安装问题(1)预埋件(锚栓)问题现象:整体或布局偏移;标高有误;丝扣未采取保护措施。直接造成钢柱底板螺栓孔不对位,造成丝扣长度不够。措施:钢结构施工单位协同土建施工单位一起完成预埋件工作,混凝土浇捣之前。复核相关尺寸及固定牢固。(2)锚栓不垂直现象:框架柱柱脚底板水平度差,锚栓不垂直,基础施工后预埋锚栓水平误差偏大。柱子安装后不在一条直线上,东倒西歪,使房屋外观很难看,给钢柱安装带来误差,结构受力受到影响,不符合施工验收规范要求。措施:锚栓安装应坚持先将底板用下部调整螺栓调平,再用无收缩砂浆二次灌浆填实,国外此法施工。所以锚栓施工时,可采用出钢筋或者角钢等固定锚栓。焊成笼状,完善支撑,或采取其他一些有效措施,避免浇灌基础混凝土时锚栓移一位。(3)锚栓连接问题现象:柱脚锚栓未拧紧,垫板未与底板焊接;部分未露2~3个丝扣的锚栓。定制厂家措施:应采取焊接锚杆与螺帽;在化学锚栓外部,应加厚防火涂料与隔热处理,以防失火时影响锚固性能;应补测基础沉降观测资料。

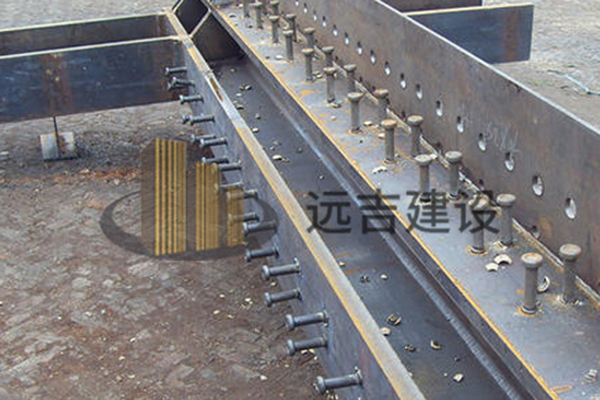
珠海钢结构车间结构夹层是属于二次结构制作安装,按照“建设部推荐的钢结构夹层”标准搭建。夹层的钢结构主梁结构,选用Q345B材质的H型钢。主体结构上面应铺设钢楼板、再铺设钢筋120-200毫米厚度的浇筑混凝土。钢结构施工前测量好整体结构水平高度(此步操作采用国内先进的激光水平仪测量准确位置)在墙上弹出水平线,如有找平层,要先除去,目的为了让边框梁紧密贴近承重墙,有利于受力,然后画出每个螺栓孔的准确位置,用冲击钻钻出合适的孔后,清空孔内陈余灰土,植入化学胶管,用电动工具钻入化学螺杆,等待化学反应、凝固、本时间段一般需30min以上适宜。带固化时间后,紧固边框,上紧螺口后,螺丝受力点点焊上,防止边框松懈。定制厂家钢结构中工钢作为主承重梁,连接主梁两端支撑点,工钢搭建要合理,是整个结构施工中受力大部分;主梁搭接过程首先要先除去预埋钢板的位置找平层水泥墙皮,而后再固定预埋钢板同时步骤与边框施工流程基本一致,主梁测量很关键,做到一梁一测量,误差不大于4mm,主梁搭接上一定水平,先电焊后加固再满焊,主梁两端做到满焊360℃焊接,工钢摆放垂直,受力相同。
珠海钢结构车间钢结构厂房工程要针对安装阶段和制作阶段分别编制施工组织设计,因此,制作工艺还应包括制作阶段的各项质量指标和程序,以及出现各种应急应对的措施。钢结构厂房设计原则:为了保证钢结构厂房空间设计能达标,应适当提高整体制度,传递和承受纵向水平了。从而避免压杆失稳,防止杆件产生过大变形开裂。还要确定车间吊车的整体设置以及厂房的高度、跨度和温度区段的长度等情况。钢结构厂房抗震设计:1.总体布置方面要求厂房刚度均匀分布和结构的质量。使钢结构受力均匀协调,尽量避免因钢结构刚度不均匀对抗震造成不利影响,厂房横向结构宜采用钢架和梁柱有一定的框架,这样可以充分利用钢结构的受力性能力并减少横向结构变形。2.对于钢结构厂房失效,一般情况是因杆件失稳面造成并非杆件强度不足原因,合理设置支棒系统可以保证厂房结构整体稳定性,对钢结构厂房又为重要。3.防震设计时因注意钢结构对厂房搭建的影响。定制厂家钢结构厂房耐热设计:钢结构的厂房防火能力较差,相应的钢材结构在100摄氏度以上时,钢材的抗拉力将随着温度的不断升高而降低,并出现了相应的脆裂现象,超过250摄氏度时钢材将出现变形现象,厂房温度达到150摄氏度时,应进行相应的隔热和防火设计。
珠海钢结构车间每个人的生活都与大自然息息相关,只要与大自然和睦的相处才能有着美好的未来,钢结构在结合了这些特点之后,为建筑行业做出了很大的贡献,它不但美化了环境在运用到住宅上更加坚固了房屋。是人们的生命财产得到保障,钢结构房屋是做到了与自然的相结合。钢结构厂房主要是指主要的承重构件是由钢材组成的。包括钢柱子,钢梁,钢结构基础,钢屋架(当然厂房的跨度比较大,基本现在都是钢结构屋架了),钢屋盖,注意钢结构的墙也可以采用砖墙维护。 由于我国的钢产量变大,很多都开始采用钢结构厂房了,具体还可以分轻型和重型钢结构厂房。 用钢材建造的工业与民用建筑设施被称为钢结构。定制厂家钢结构厂房特点有: 1、钢结构建筑质量轻,强度高,跨度大。 2、钢结构建筑施工工期短,相应降低投资成本。 3、钢结构建筑防火性高,防腐蚀性强。 4、钢结构建筑搬移方便,回收。依据《钢结构工程施工质量验收规范》(GB50205—2001)及相关的施工检测规范。




