

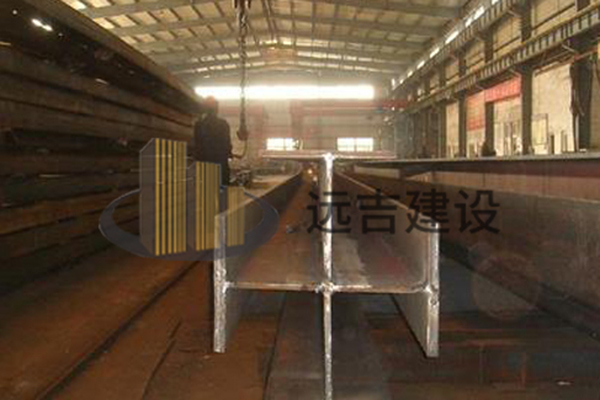
滁州h字体型钢在建筑行业,随着钢结构厂房的利用越来越普及,钢结构厂房的制作、运输和安装工艺技术越来越受到重视,同时也得到较快发展和持续改进。如何进一步提高钢结构厂房的制作和安装精度,降低成本,是摆在钢结构厂房行业面前的一个课题。现在国家有关规范和行业标准已经在这方面作出了很多规定,对从零部件下料到竣工的每一步都提出了要求。从提高钢结构厂房的安装精度考虑,对制作、运输、安装等主要环节中予以高度重视的一些问题和具体的控制方法作了分析和总结。现抛砖引玉,与同行进行交流。一、钢结构厂房制作及运输的控制 钢结构厂房制作尺寸的准确,是确保整体结构尺寸准确和钢结构厂房厂房安装顺利的基本和前提条件,因此,要准确把握好诸如钢柱的直线度和扭曲、柱和梁的连接孔到柱底板的距离、连接孔本身的加工精度、屋面梁的直线度和柱梁连接板的加工精度、梁柱上的系杆或支撑连接板相对于梁柱本身的位置尺寸、檩托板的位置尺寸等。为了避免和减少柱、梁、系杆及其他连接件在运输过程中发生变形,应要求运输公司在绑扎构件时,在全长度范围内多增加支撑点,各部件之间尽可能用木料垫实,外围绑扎要牢固,以尽量减少在运输过程中因振动或重压致使构件变形;在装卸时要用两点吊,如构件超长,可采用扁担并适当增加吊点;构件在安装现场堆放时,应尽量减少堆放层数,一般不超过3层,同时要适当增加支承点,防止构件受压变形。生产厂家千万不要放松运输、吊卸、堆放等环节的控制,否则,即使钢结构厂房构件制作再准确,也会因运输等环节出问题,导致钢结构厂房安装上出现大的麻烦。
1.滁州h字体型钢钢平台时要应用卡环,不可使起重吊钩立即钩挂平台吊钩。2.钢平台上下两边务必设固定不动的栏杆扶手,还能够挂设密目网安全防护网。3.钢平台安裝时,钢丝绳应选用专用型的挂钩挂牢,采用别的方法时锁扣不可低于三个,建筑物钝角口围系钢丝绳处应加衬海绵垫物,钢平台外口应稍高于里侧。4.钢丝绳与平台的水准交角宜为四十五度至60度。5.钢平台上端拉节点的柱梁灵验算抗压强度,以确保建筑物与平台的安全性。6.生产h字体型钢钢平台搁置点的混泥土梁护栏板应予以预埋件,并与平台的螺钉连接。7.钢平台的搁置点与上端拉节点务必坐落于建筑物上,并不可设定在钢管脚手架等工程施工设备上,支撑点系统软件不可与钢管脚手架连接。8.钢平台应设定限重牌。
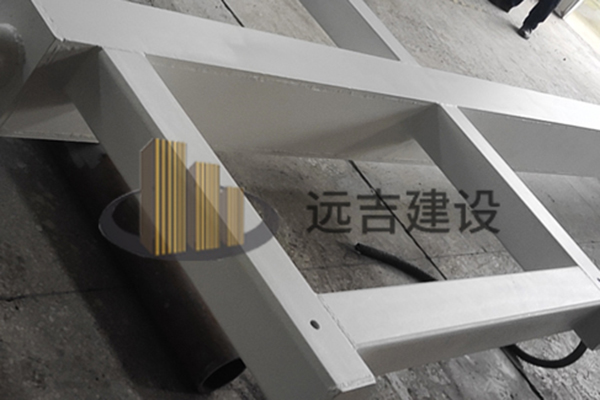
滁州h字体型钢钢结构厂房常见的类型多是单层厂房或是直接是多层厂房,很多时候一些厂房为了增加可使用面积进行扩建或是加层,扩建需要加大面积,夹层可以在原有的建筑之上一层变两层,但是要求原有钢结构厂房的基础要做好,若是土建不符合要求的话再加层的话就会让结构安装达不到要求。还有一种方式是进行搭建钢结构夹层。生产厂家厂房夹层是加建的一种方式,钢结构夹层是首先应用在厂房之中就对高度有着一定的要求,主要的高度要求还是要看实际的用途。钢结构夹层通常由铺板、主次梁、柱、柱间支撑,以及梯子、栏杆等组成。厂房夹层与建筑的的夹层、阁楼相类似,是增加可使用面积的一种方式,能够有效的提高厂房的使用面积。

滁州h字体型钢结构夹层是属于二次结构制作安装,按照“建设部推荐的钢结构夹层”标准搭建。夹层的钢结构主梁结构,选用Q345B材质的H型钢。主体结构上面应铺设钢楼板、再铺设钢筋120-200毫米厚度的浇筑混凝土。钢结构施工前测量好整体结构水平高度(此步操作采用国内先进的激光水平仪测量准确位置)在墙上弹出水平线,如有找平层,要先除去,目的为了让边框梁紧密贴近承重墙,有利于受力,然后画出每个螺栓孔的准确位置,用冲击钻钻出合适的孔后,清空孔内陈余灰土,植入化学胶管,用电动工具钻入化学螺杆,等待化学反应、凝固、本时间段一般需30min以上适宜。带固化时间后,紧固边框,上紧螺口后,螺丝受力点点焊上,防止边框松懈。生产厂家钢结构中工钢作为主承重梁,连接主梁两端支撑点,工钢搭建要合理,是整个结构施工中受力大部分;主梁搭接过程首先要先除去预埋钢板的位置找平层水泥墙皮,而后再固定预埋钢板同时步骤与边框施工流程基本一致,主梁测量很关键,做到一梁一测量,误差不大于4mm,主梁搭接上一定水平,先电焊后加固再满焊,主梁两端做到满焊360℃焊接,工钢摆放垂直,受力相同。

滁州h字体型钢注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。这两点是火焰矫正一般原则。1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。为避免产生弯曲和扭曲变形,两条加热带要同步进行。可采取低温矫正或中温矫正法。这种方法有利于减少焊接内应力,但这种方法在纵向收缩的同时有较大的横向收缩,较难掌握。二、翼缘板上作线状加热,在腹板上作三角形加热。用这种方法矫正柱、梁、撑的弯曲变形,效果显著,横向线状加热宽度一般取20—90mm,板厚小时,加热宽度要窄一些,加热过程应由宽度中间向两边扩展。线状加热由两人同时操作进行,再分别加热三角形三角形的宽度不应超过板厚的2倍,三角形的底与对应的翼板上线状加热宽度相等。加热三角形从顶部开始,然后从中间向两侧扩展,一层层加热直到三角形的底为止。生产厂家加热腹板时温度不能太高,否则造成凹陷变形,很难修复。注:以上三角形加热方法同样适用于构件的旁弯矫正。加热时应采用中温矫正,浇水要少。




