
深圳行车梁结构强度高:同工字钢相比,截面模数大,在承载条件相同时,可节约金属10-15%。设计风格灵活、丰富:在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50% ,从而使建筑布置更加灵活。结构自重轻:与混凝土结构自重相比轻,结构自重的降低,减少了结构设计内力,可使建筑结构基础处理要求低,施工简便,造价降低。结构稳定性高:以热轧H型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的建筑结构,抗自然灾害能力强,特别适用于一些多地震发生带的建筑结构。据统计,在世界上发生7级以上毁灭性大地震灾害中,以H型钢为主的钢结构建筑受害程度较小。增加结构有效使用面积:与混凝土结构相比,钢结构柱截面面积小,从而可增加建筑有效使用面积,视建筑不同形式,能增加有效使用面积4-6%。省工省料:与焊接H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。便于机械加工:易于结构连接和安装,还易于拆除和再用。环保:采用H型钢可以有效保护环境,具体表现在三个方面:一是和混凝土相比,可采用干式施工,产生的噪音小,粉尘少;二是由于自重减轻,基础施工取土量少,对土地资源破坏小,此外大量减少混凝土用量,减少开山挖石量,有利于生态环境的保护;加工生产厂家三是建筑结构使用寿命到期后,结构拆除后,产生的固体垃圾量小,废钢资源回收价值高。
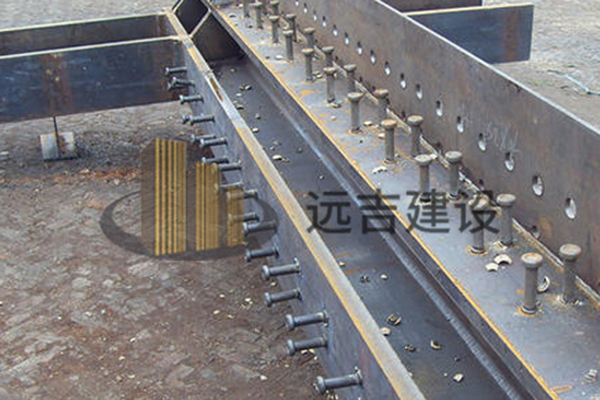
一、下料:1、腹板、翼板板材对接不符合规范要求(腹板拼接长度≥600mm,翼板拼接长度≥两倍板宽)2、切割边缘不平整,局部缺口较大3、切割尺寸偏差较大,不符合规范标准(翼、腹板宽度允许偏差±3mm)4、清渣不到位5、下料余量过多(等截面H型钢允许余量±20mm,变截面允许余量±30mm,吊车梁不放余量)二、组立1、焊接H型钢一端不平齐2、腹板与翼板的间隙过大3、翼板垂直度不符合规范标准(垂直度允许偏差:翼板宽度b÷100,且不大于3mm)4、腹板偏心度不符合规范标准(偏心度允许偏差2mm)5、定位焊间隔长度不一,焊点大小不一致6、截面大于500mm的焊接H型钢未打斜撑三、埋弧焊1、吊运构件、翻转构件时操作不当,造成构件变形2、气孔多。(不允许有气孔)3、补焊,打磨不到位,打磨外观差,不顺滑,且大部分挖磨4、焊脚尺寸大小不一致,焊道跑偏
1、深圳行车梁建设地外形应尽可能简单,如为矩形场地长宽比一般控制在1:1.5之内,较经济合理;地形应用于车间布置、运输联系及场地排水;一般情况下,厂房自然地形坡度不大于5‰,丘陵坡地不大于40‰,山区建厂不超过60‰为宜。2、应避开发震断层和基本烈度高于九度地震区,泥石流、滑坡、流砂,溶洞等危害地段,以及较厚的三级自重湿陷性黄土、新近堆积黄土、膨胀土等地质恶劣区。 3、应避开具有开采价值的矿藏区、采空区,以及古井、古墓、坑穴密集的地区。4、厂区用地面积应满足生产工艺和运输要求,并预留扩建用地。5、生产用地及员工居住用地应根据工厂规模及定员,按国家、省、市所规定的定额,计算所需面积。6、有废料、废渣的工厂,其堆存废料、废渣所需面积应满足工厂服务年限的要求。7、施工用地应根据工厂建设规模、施工人数、临建安排等因素考虑。 8、避免将钢结构厂房选择在建筑物密集、高压输电线路地工程管道通过地区,以减少拆迁。 9、在基本烈度高于七高地区建钢结构厂时,应选择对抗震有利的土壤分布区建厂。10、钢结构厂房厂址不应选择在不能确保安全的水库下游与防洪堤附近。11、厂址地下如有古墓遗址或地上有古代建筑物、文物时应征得有关部门的处理意见和同意建厂文件. 12、钢结构厂房建设用地地基承载力满足建设规定要求,不可盲目多建。二、注意区域气候1、南方地区考虑高温、高湿、云雾、风砂和雷击地区对钢结构厂房生产的不良影响2、北方地区考虑冰冻线对钢结构厂房基础和地下管线敷设的影响三、注意地下工程及排水布局 1、了解建设场地下蓄水层、水量,地下水对钢结构厂房基础无侵蚀性,如地下水过多,应加重钢柱基础保护措施。 2、满足人对水、电源的要求,取水设施应靠近水源,保证供水的可靠性,并符合生产对水质、水量、水温的要求。3、污水便于排入附近江河或城市下水系统。 4、燃汽管道的预设不单能满足生产需要而且符合规范。5、加工生产厂家钢结构厂房生产时所需电力、蒸汽等应有可靠来源。
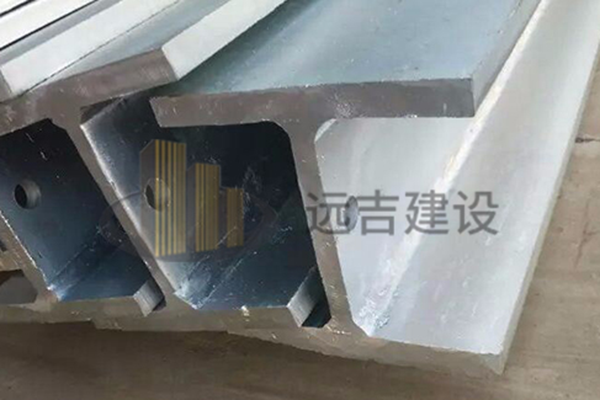
深圳行车梁H型钢共有宽翼缘H型钢(HW)、中翼缘H型钢(HM)、窄翼缘H型钢(HN)、薄壁H型钢(HT)、H型钢桩(HP)五种的分类。HP为钢桩,H型钢桩是一次轧制成型,与钢管桩相比,其挤土效应更小,割焊与沉桩更便捷、穿透性能更强。H型钢桩的不足之处是侧向刚度较弱,打桩时桩身易向刚度较弱的一侧倾斜,甚至产生施工弯曲。H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。加工生产厂家国内可生产的较大轧制H型钢高度为800mm,超过了只能是焊接组合截面。
深圳行车梁注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。这两点是火焰矫正一般原则。1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。为避免产生弯曲和扭曲变形,两条加热带要同步进行。可采取低温矫正或中温矫正法。这种方法有利于减少焊接内应力,但这种方法在纵向收缩的同时有较大的横向收缩,较难掌握。二、翼缘板上作线状加热,在腹板上作三角形加热。用这种方法矫正柱、梁、撑的弯曲变形,效果显著,横向线状加热宽度一般取20—90mm,板厚小时,加热宽度要窄一些,加热过程应由宽度中间向两边扩展。线状加热由两人同时操作进行,再分别加热三角形三角形的宽度不应超过板厚的2倍,三角形的底与对应的翼板上线状加热宽度相等。加热三角形从顶部开始,然后从中间向两侧扩展,一层层加热直到三角形的底为止。加工生产厂家加热腹板时温度不能太高,否则造成凹陷变形,很难修复。注:以上三角形加热方法同样适用于构件的旁弯矫正。加热时应采用中温矫正,浇水要少。

深圳行车梁在建筑行业,随着钢结构厂房的利用越来越普及,钢结构厂房的制作、运输和安装工艺技术越来越受到重视,同时也得到较快发展和持续改进。如何进一步提高钢结构厂房的制作和安装精度,降低成本,是摆在钢结构厂房行业面前的一个课题。现在国家有关规范和行业标准已经在这方面作出了很多规定,对从零部件下料到竣工的每一步都提出了要求。从提高钢结构厂房的安装精度考虑,对制作、运输、安装等主要环节中予以高度重视的一些问题和具体的控制方法作了分析和总结。现抛砖引玉,与同行进行交流。一、钢结构厂房制作及运输的控制 钢结构厂房制作尺寸的准确,是确保整体结构尺寸准确和钢结构厂房厂房安装顺利的基本和前提条件,因此,要准确把握好诸如钢柱的直线度和扭曲、柱和梁的连接孔到柱底板的距离、连接孔本身的加工精度、屋面梁的直线度和柱梁连接板的加工精度、梁柱上的系杆或支撑连接板相对于梁柱本身的位置尺寸、檩托板的位置尺寸等。为了避免和减少柱、梁、系杆及其他连接件在运输过程中发生变形,应要求运输公司在绑扎构件时,在全长度范围内多增加支撑点,各部件之间尽可能用木料垫实,外围绑扎要牢固,以尽量减少在运输过程中因振动或重压致使构件变形;在装卸时要用两点吊,如构件超长,可采用扁担并适当增加吊点;构件在安装现场堆放时,应尽量减少堆放层数,一般不超过3层,同时要适当增加支承点,防止构件受压变形。加工生产厂家千万不要放松运输、吊卸、堆放等环节的控制,否则,即使钢结构厂房构件制作再准确,也会因运输等环节出问题,导致钢结构厂房安装上出现大的麻烦。




