

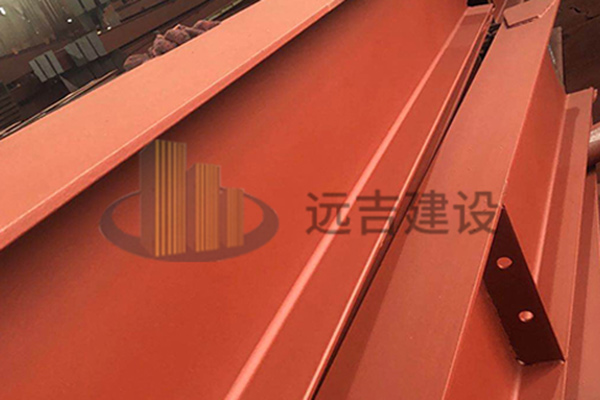
鹤壁钢结构厂房1切割、下料在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度超标,拼板边缘切割不垂直度,拼接错边等超标。2组装在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏系统;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。3焊接在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未清除干净。4钻孔在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。生产生产厂家如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。

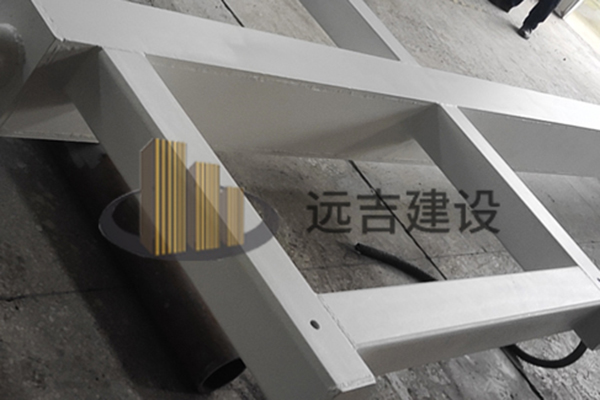
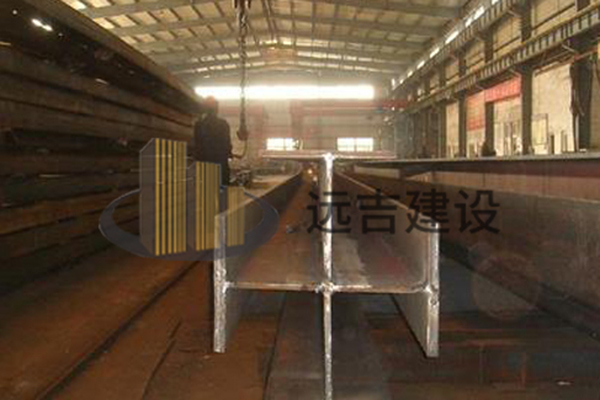
鹤壁钢结构厂房H型钢共有宽翼缘H型钢(HW)、中翼缘H型钢(HM)、窄翼缘H型钢(HN)、薄壁H型钢(HT)、H型钢桩(HP)五种的分类。HP为钢桩,H型钢桩是一次轧制成型,与钢管桩相比,其挤土效应更小,割焊与沉桩更便捷、穿透性能更强。H型钢桩的不足之处是侧向刚度较弱,打桩时桩身易向刚度较弱的一侧倾斜,甚至产生施工弯曲。H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。生产生产厂家国内可生产的较大轧制H型钢高度为800mm,超过了只能是焊接组合截面。

鹤壁钢结构厂房钢结构厂房常见的类型多是单层厂房或是直接是多层厂房,很多时候一些厂房为了增加可使用面积进行扩建或是加层,扩建需要加大面积,夹层可以在原有的建筑之上一层变两层,但是要求原有钢结构厂房的基础要做好,若是土建不符合要求的话再加层的话就会让结构安装达不到要求。还有一种方式是进行搭建钢结构夹层。生产生产厂家厂房夹层是加建的一种方式,钢结构夹层是首先应用在厂房之中就对高度有着一定的要求,主要的高度要求还是要看实际的用途。钢结构夹层通常由铺板、主次梁、柱、柱间支撑,以及梯子、栏杆等组成。厂房夹层与建筑的的夹层、阁楼相类似,是增加可使用面积的一种方式,能够有效的提高厂房的使用面积。
鹤壁钢结构厂房钢结构屋面防水是厂房建筑中较突出的棘手问题。钢结构彩钢屋面由于安装施工、屋面弹性变形、屋面震动等缘故引起漏水现象较为严重。钢结构屋面防水工程作为一个系统管理工程,在这个系统中设计、材料、施工、管理、维护等任何一个环节中出现问题,都会影响整个工程质量,造成工程发生渗漏,甚至发生损坏室内设备现象。屋面维护系统漏水按部位归结起来主要分布如下;1、屋脊部位该部位漏水的主要原因是:屋脊处波峰太高,屋脊盖板无法保证防水;纵向搭接不放胶泥或硅胶,形成缝隙而漏水;屋脊盖板纵向搭接用铆钉连接,热胀冷缩强度不够而拉断铆钉,形成漏水;屋脊盖板与屋面板之间不敷设堵头,或堵头放置不规范而脱落形成漏水。该部位漏水的主要原因是:气楼与屋面交接处收边下未放置泡沫堵头,且收边纵向搭接未敷设胶泥或硅胶;屋面外板在气楼交接处未上板;气楼结构支柱开孔部位未做防水处理;气楼自身制作、安装存在漏水隐患2、生产生产厂家屋面气楼部位3.采光板部位采光板板型与屋面板板型不吻合,采光板和彩钢板之间为刚性搭接,中间的缝隙未密封,光板纵向搭接长度不够,且胶泥老化失去粘性。
鹤壁钢结构厂房钢结构泳池防水胶膜又称作聚乙烯或PVC膜片,是近年来从国外引进的新型防水材料,防水装饰胶膜以安装便捷、造价低及后期维护简单等优点,目前已成为室内外游泳池建设的主要防水之一,钢结构泳池防水胶膜可更具顾客定制出不同颜色及图案,正规游泳池厂家安装的防水胶膜可达到防水,并且使用寿命可长达15-25年之久。生产生产厂家钢结构泳池防水胶膜安装方法1、将泳池场地处理平整,使用专业仪器测量泳池水平是否在同一水平线上,其次就是需要将钢结构泳池内部进行清理,不能有任何杂物及灰尘。2、将泳池胶膜挂入泳池四面池壁,池壁表面应顺直(顺直度在3mm以内),整理完成后将四周胶膜进行焊接。3、泳池底部胶膜进行铺垫,采用进口防水胶膜专用贴合胶进行安装,如果是旧泳池或混凝土泳池翻新,可以直接在瓷砖上安装铺垫(首先得保证池底平整)。4、进行泳池泳道线的安装。5、按照以上步骤安装完成后,即可注水测试,将池水放入7天左右,如无漏水或或渗水现象即可交付使用。
鹤壁钢结构厂房注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。这两点是火焰矫正一般原则。1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。为避免产生弯曲和扭曲变形,两条加热带要同步进行。可采取低温矫正或中温矫正法。这种方法有利于减少焊接内应力,但这种方法在纵向收缩的同时有较大的横向收缩,较难掌握。二、翼缘板上作线状加热,在腹板上作三角形加热。用这种方法矫正柱、梁、撑的弯曲变形,效果显著,横向线状加热宽度一般取20—90mm,板厚小时,加热宽度要窄一些,加热过程应由宽度中间向两边扩展。线状加热由两人同时操作进行,再分别加热三角形三角形的宽度不应超过板厚的2倍,三角形的底与对应的翼板上线状加热宽度相等。加热三角形从顶部开始,然后从中间向两侧扩展,一层层加热直到三角形的底为止。生产生产厂家加热腹板时温度不能太高,否则造成凹陷变形,很难修复。注:以上三角形加热方法同样适用于构件的旁弯矫正。加热时应采用中温矫正,浇水要少。




