

亳州H型钢涂层厚度与耐火限度钢结构防火涂料的质量受多种因素的影响。不同的生产厂家,由于原材料、生产工艺、配方等因素,其产品质量是不同的。相同的生产厂家、相同类型的不同批次的产品,其产品质量也存在差异。相同类型不同批次的防火涂料,其涂层厚度与耐火限度的相关性不大。从理论上讲,同一批次的防火涂料,在一定范围内,涂层厚度与耐火限度之间的函数应该是相关的。但由于钢结构防火涂料的耐火限度与涂层厚度是在试验室条件下测出的,与施工现场的技术条件存在较大差异,目前尚不具备对施工中的喷涂厚度进行换算的技术条件。为了进行验证,我们选择了同一生产批次的厚型钢结构防火涂料按不同的喷涂厚度进行了耐火限度的试验检测。在施工现场进行质量检测时,涂层厚度是否满足设计要求应以该批次耐火限度的检测数据为依据。定制生产厂家钢结构防火涂料厚度与耐火限度的关系

一、下料:1、腹板、翼板板材对接不符合规范要求(腹板拼接长度≥600mm,翼板拼接长度≥两倍板宽)2、切割边缘不平整,局部缺口较大3、切割尺寸偏差较大,不符合规范标准(翼、腹板宽度允许偏差±3mm)4、清渣不到位5、下料余量过多(等截面H型钢允许余量±20mm,变截面允许余量±30mm,吊车梁不放余量)二、组立1、焊接H型钢一端不平齐2、腹板与翼板的间隙过大3、翼板垂直度不符合规范标准(垂直度允许偏差:翼板宽度b÷100,且不大于3mm)4、腹板偏心度不符合规范标准(偏心度允许偏差2mm)5、定位焊间隔长度不一,焊点大小不一致6、截面大于500mm的焊接H型钢未打斜撑三、埋弧焊1、吊运构件、翻转构件时操作不当,造成构件变形2、气孔多。(不允许有气孔)3、补焊,打磨不到位,打磨外观差,不顺滑,且大部分挖磨4、焊脚尺寸大小不一致,焊道跑偏
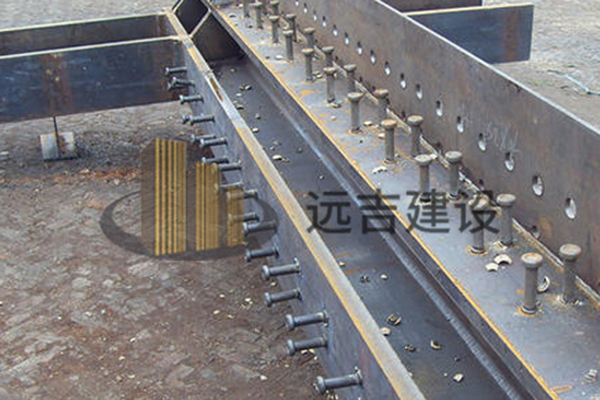
亳州H型钢结构夹层是属于二次结构制作安装,按照“建设部推荐的钢结构夹层”标准搭建。夹层的钢结构主梁结构,选用Q345B材质的H型钢。主体结构上面应铺设钢楼板、再铺设钢筋120-200毫米厚度的浇筑混凝土。钢结构施工前测量好整体结构水平高度(此步操作采用国内先进的激光水平仪测量准确位置)在墙上弹出水平线,如有找平层,要先除去,目的为了让边框梁紧密贴近承重墙,有利于受力,然后画出每个螺栓孔的准确位置,用冲击钻钻出合适的孔后,清空孔内陈余灰土,植入化学胶管,用电动工具钻入化学螺杆,等待化学反应、凝固、本时间段一般需30min以上适宜。带固化时间后,紧固边框,上紧螺口后,螺丝受力点点焊上,防止边框松懈。定制生产厂家钢结构中工钢作为主承重梁,连接主梁两端支撑点,工钢搭建要合理,是整个结构施工中受力大部分;主梁搭接过程首先要先除去预埋钢板的位置找平层水泥墙皮,而后再固定预埋钢板同时步骤与边框施工流程基本一致,主梁测量很关键,做到一梁一测量,误差不大于4mm,主梁搭接上一定水平,先电焊后加固再满焊,主梁两端做到满焊360℃焊接,工钢摆放垂直,受力相同。
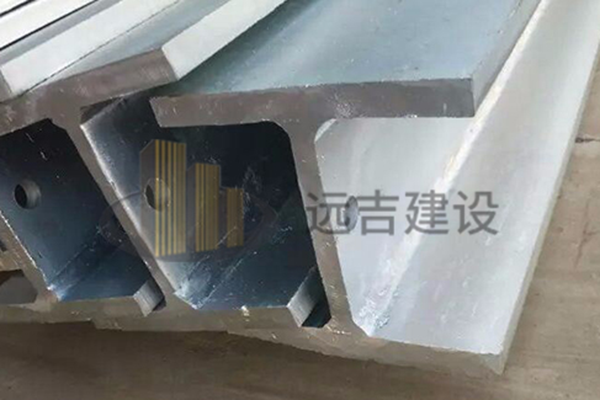
亳州H型钢H型钢共有宽翼缘H型钢(HW)、中翼缘H型钢(HM)、窄翼缘H型钢(HN)、薄壁H型钢(HT)、H型钢桩(HP)五种的分类。HP为钢桩,H型钢桩是一次轧制成型,与钢管桩相比,其挤土效应更小,割焊与沉桩更便捷、穿透性能更强。H型钢桩的不足之处是侧向刚度较弱,打桩时桩身易向刚度较弱的一侧倾斜,甚至产生施工弯曲。H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。定制生产厂家国内可生产的较大轧制H型钢高度为800mm,超过了只能是焊接组合截面。
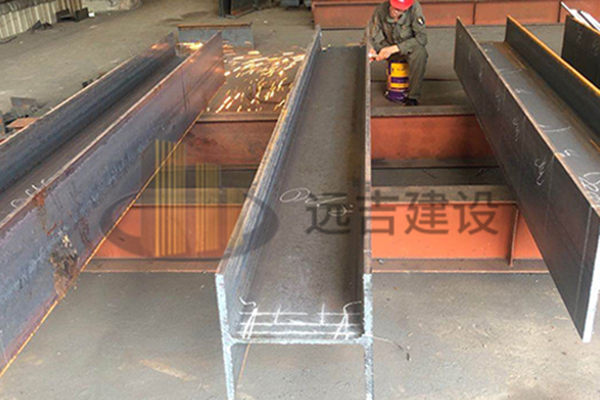
亳州H型钢1切割、下料在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度超标,拼板边缘切割不垂直度,拼接错边等超标。2组装在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏系统;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。3焊接在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未清除干净。4钻孔在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。定制生产厂家如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
亳州H型钢注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。这两点是火焰矫正一般原则。1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。为避免产生弯曲和扭曲变形,两条加热带要同步进行。可采取低温矫正或中温矫正法。这种方法有利于减少焊接内应力,但这种方法在纵向收缩的同时有较大的横向收缩,较难掌握。二、翼缘板上作线状加热,在腹板上作三角形加热。用这种方法矫正柱、梁、撑的弯曲变形,效果显著,横向线状加热宽度一般取20—90mm,板厚小时,加热宽度要窄一些,加热过程应由宽度中间向两边扩展。线状加热由两人同时操作进行,再分别加热三角形三角形的宽度不应超过板厚的2倍,三角形的底与对应的翼板上线状加热宽度相等。加热三角形从顶部开始,然后从中间向两侧扩展,一层层加热直到三角形的底为止。定制生产厂家加热腹板时温度不能太高,否则造成凹陷变形,很难修复。注:以上三角形加热方法同样适用于构件的旁弯矫正。加热时应采用中温矫正,浇水要少。




