
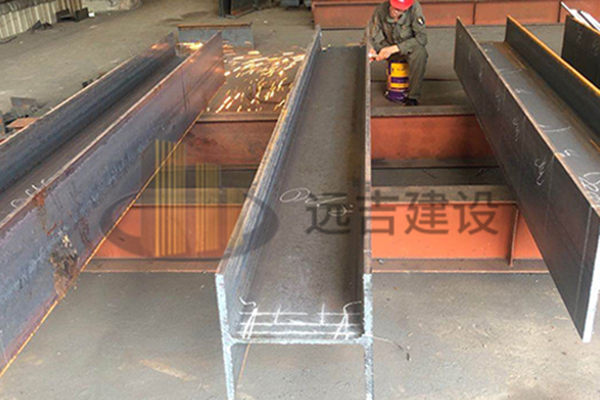
亳州圆管柱在建筑行业,随着钢结构厂房的利用越来越普及,钢结构厂房的制作、运输和安装工艺技术越来越受到重视,同时也得到较快发展和持续改进。如何进一步提高钢结构厂房的制作和安装精度,降低成本,是摆在钢结构厂房行业面前的一个课题。现在国家有关规范和行业标准已经在这方面作出了很多规定,对从零部件下料到竣工的每一步都提出了要求。从提高钢结构厂房的安装精度考虑,对制作、运输、安装等主要环节中予以高度重视的一些问题和具体的控制方法作了分析和总结。现抛砖引玉,与同行进行交流。一、钢结构厂房制作及运输的控制 钢结构厂房制作尺寸的准确,是确保整体结构尺寸准确和钢结构厂房厂房安装顺利的基本和前提条件,因此,要准确把握好诸如钢柱的直线度和扭曲、柱和梁的连接孔到柱底板的距离、连接孔本身的加工精度、屋面梁的直线度和柱梁连接板的加工精度、梁柱上的系杆或支撑连接板相对于梁柱本身的位置尺寸、檩托板的位置尺寸等。为了避免和减少柱、梁、系杆及其他连接件在运输过程中发生变形,应要求运输公司在绑扎构件时,在全长度范围内多增加支撑点,各部件之间尽可能用木料垫实,外围绑扎要牢固,以尽量减少在运输过程中因振动或重压致使构件变形;在装卸时要用两点吊,如构件超长,可采用扁担并适当增加吊点;构件在安装现场堆放时,应尽量减少堆放层数,一般不超过3层,同时要适当增加支承点,防止构件受压变形。加工生产厂家千万不要放松运输、吊卸、堆放等环节的控制,否则,即使钢结构厂房构件制作再准确,也会因运输等环节出问题,导致钢结构厂房安装上出现大的麻烦。

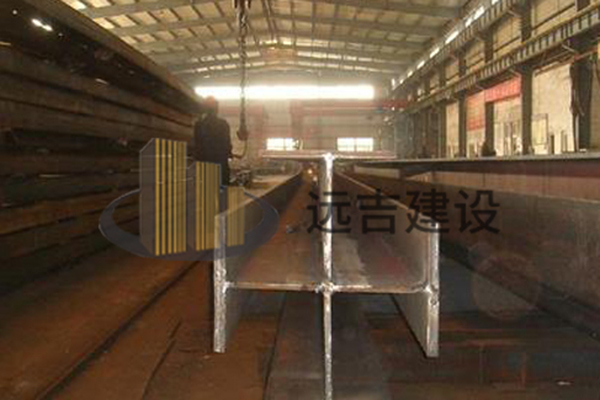
亳州圆管柱H型钢共有宽翼缘H型钢(HW)、中翼缘H型钢(HM)、窄翼缘H型钢(HN)、薄壁H型钢(HT)、H型钢桩(HP)五种的分类。HP为钢桩,H型钢桩是一次轧制成型,与钢管桩相比,其挤土效应更小,割焊与沉桩更便捷、穿透性能更强。H型钢桩的不足之处是侧向刚度较弱,打桩时桩身易向刚度较弱的一侧倾斜,甚至产生施工弯曲。H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。加工生产厂家国内可生产的较大轧制H型钢高度为800mm,超过了只能是焊接组合截面。
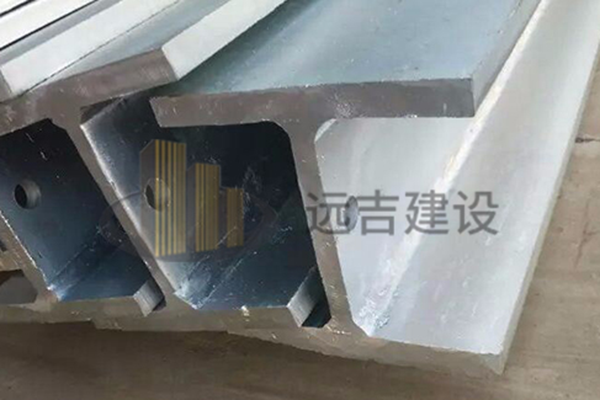
亳州圆管柱1、工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。 2、H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是H型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理系列,型号齐全,便于设计选用(除了吊车梁用工字型钢) 。3、H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的较大轧制H型钢高度为800mm,超过了只能是焊接组合截面。4. 加工生产厂家工字钢的边长小,高度大,只能承受单方向的力。
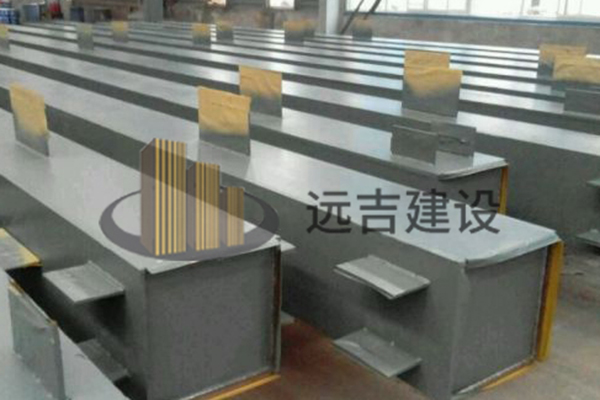
亳州圆管柱涂层厚度与耐火限度钢结构防火涂料的质量受多种因素的影响。不同的生产厂家,由于原材料、生产工艺、配方等因素,其产品质量是不同的。相同的生产厂家、相同类型的不同批次的产品,其产品质量也存在差异。相同类型不同批次的防火涂料,其涂层厚度与耐火限度的相关性不大。从理论上讲,同一批次的防火涂料,在一定范围内,涂层厚度与耐火限度之间的函数应该是相关的。但由于钢结构防火涂料的耐火限度与涂层厚度是在试验室条件下测出的,与施工现场的技术条件存在较大差异,目前尚不具备对施工中的喷涂厚度进行换算的技术条件。为了进行验证,我们选择了同一生产批次的厚型钢结构防火涂料按不同的喷涂厚度进行了耐火限度的试验检测。在施工现场进行质量检测时,涂层厚度是否满足设计要求应以该批次耐火限度的检测数据为依据。加工生产厂家钢结构防火涂料厚度与耐火限度的关系
亳州圆管柱结构夹层是属于二次结构制作安装,按照“建设部推荐的钢结构夹层”标准搭建。夹层的钢结构主梁结构,选用Q345B材质的H型钢。主体结构上面应铺设钢楼板、再铺设钢筋120-200毫米厚度的浇筑混凝土。钢结构施工前测量好整体结构水平高度(此步操作采用国内先进的激光水平仪测量准确位置)在墙上弹出水平线,如有找平层,要先除去,目的为了让边框梁紧密贴近承重墙,有利于受力,然后画出每个螺栓孔的准确位置,用冲击钻钻出合适的孔后,清空孔内陈余灰土,植入化学胶管,用电动工具钻入化学螺杆,等待化学反应、凝固、本时间段一般需30min以上适宜。带固化时间后,紧固边框,上紧螺口后,螺丝受力点点焊上,防止边框松懈。加工生产厂家钢结构中工钢作为主承重梁,连接主梁两端支撑点,工钢搭建要合理,是整个结构施工中受力大部分;主梁搭接过程首先要先除去预埋钢板的位置找平层水泥墙皮,而后再固定预埋钢板同时步骤与边框施工流程基本一致,主梁测量很关键,做到一梁一测量,误差不大于4mm,主梁搭接上一定水平,先电焊后加固再满焊,主梁两端做到满焊360℃焊接,工钢摆放垂直,受力相同。




